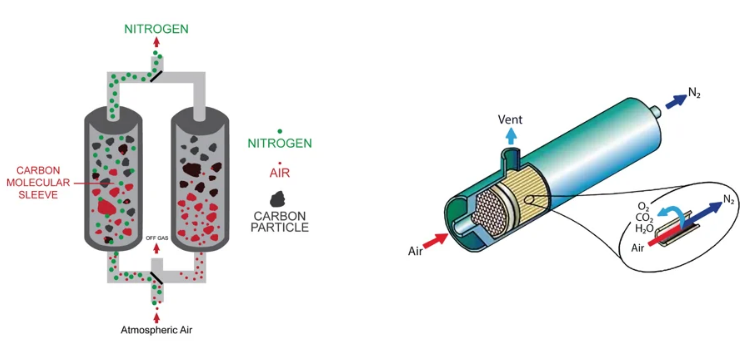
食品行业(尤其是油炸膨化食品如薯片、坚果、饼干等气调包装生产线)之所以普遍采用PSA(变压吸附)制氮而非膜分离,主要原因集中在纯度要求、长期运行经济性和稳定性三个核心点上。
食品包装场景
| 项目 | PSA(变压吸附)制氮机 | 膜分离制氮机 | 食品行业实际偏好原因 |
|---|---|---|---|
| 氮气纯度(常见范围) | 99.0% ~ 99.999%(轻松做到99.9%以上) | 95% ~ 99.5%(99%+时效率急剧下降) | 食品最关键:油脂氧化阈值通常要求氧含量<1%~3%(即氮纯度>97%~99%),很多大厂标准是≥99.5%甚至99.9%,膜分离做到高纯度时性价比崩盘 |
| 高纯度下的能耗 | 空气/氮气比例较优(约3.5~5:1) | 高纯度时空气/氮气比例急剧恶化(可达10:1以上) | PSA在99%+纯度下省电30%~60%,电费占制氮总成本大头 |
| 运行稳定性 | 对进气油、水较不敏感(碳分子筛吸附为主) | 膜丝对油、水、颗粒极敏感,极易中毒/堵塞/老化 | 食品厂压缩空气系统很难100%干净,PSA更“皮实” |
| 设备寿命与维护 | 碳分子筛寿命10~15年以上,维护主要是阀门+过滤器 | 膜组件寿命5~8年左右,更换成本高 | PSA总体拥有成本更低 |
| 投资与占地 | 初期投资稍高,占地稍大 | 初期投资低,体积小 | 但食品厂更看重长期稳定+低运行成本,而非首投 |
| 典型食品应用纯度需求 | 薯片/坚果/咖啡/奶粉 → 99.5%~99.9% | 部分低要求(如酒类或罐装饮料)→ 97~98% | 大多数主流食品包装线落在PSA优势区 |
食品行业为什么几乎一边倒选PSA
- 纯度直接决定保质期和产品品质 氧残留每降低1%,油脂氧化诱导期可延长数倍。很多国际大牌(如乐事、好丽友、亿滋、卡夫等)内部标准氧含量<1%(氮纯度>99%),膜分离在高纯度下产气量锐减、能耗暴涨,几乎没人愿意用。
- 电费是最大变量 食品厂24小时连续运行,制氮机一年电费动辄几十万到上百万。99%+纯度区间,PSA的空气消耗量远低于膜分离,长期省下的电费足以抵消初期多出的设备差价。
- 现场空气质量现实残酷 食品厂压缩空气常有微量油雾、水分、粉尘(尤其油炸车间),膜分离一旦“中毒”,膜丝性能永久下降甚至报废;PSA碳分子筛耐受性强得多。
- 法规与客户审计压力 出口食品、连锁品牌对氮气纯度有明确要求,PSA系统更容易稳定输出并配备在线氧分析仪,膜分离在高纯度时波动较大。
膜分离在食品行业什么时候会被选?
- 纯度要求很低(≤98%),如某些酒类、饮料罐、部分非油炸膨化食品。
- 用气量很小、间歇性使用的小厂。
- 极度看重占地和初期投资的小型创业项目。
食品行业(尤其是含油高的休闲食品)对氮气纯度要求刚好落在PSA的高性价比甜区,而膜分离的高纯度性能和抗污染能力跟不上,所以PSA成了行业事实标准。